Vakuumska plinska kalilna peč, horizontalna z eno komoro




Kaj je vakuumsko gašenje s plinom
Kaljenje z vakuumskim plinom je postopek segrevanja obdelovanca v vakuumu in nato hitrega hlajenja v hladilnem plinu z visokim tlakom in visokim pretokom, da se izboljša površinska trdota obdelovanca.
V primerjavi z običajnim kaljenjem s plinom, kaljenjem v olju in kaljenjem v solni kopeli ima vakuumsko kaljenje z visokim tlakom očitne prednosti: dobra kakovost površine, brez oksidacije in kaljenja brez cementacije; dobra enakomernost kaljenja in majhna deformacija obdelovanca; dober nadzor nad kalilno trdnostjo in nadzorovana hitrost hlajenja; visoka produktivnost, kar prihrani čiščenje po kaljenju; brez onesnaževanja okolja.
Za vakuumsko kaljenje s plinom pod visokim tlakom je primernih veliko materialov, med katerimi so predvsem: hitrorezno jeklo (kot so rezalna orodja, kovinski kalupi, matrice, merilniki, ležaji za reaktivne motorje), orodno jeklo (deli ur, vpenjala, stiskalnice), jeklo za matrice, jeklo za ležaje itd.
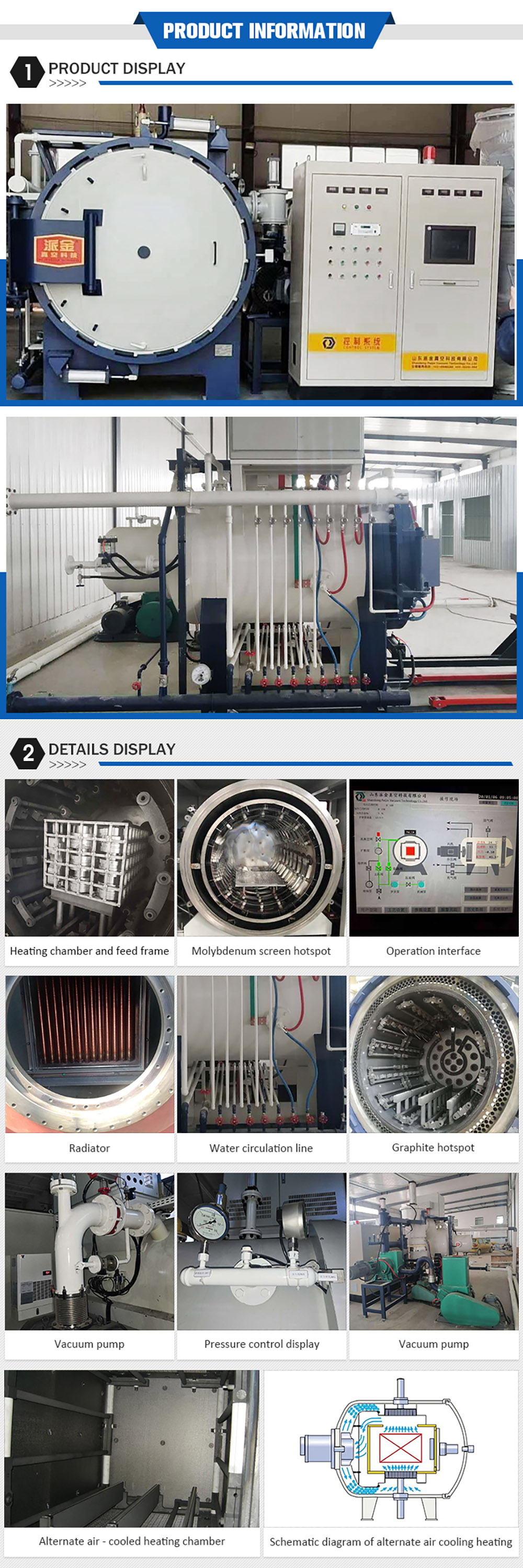
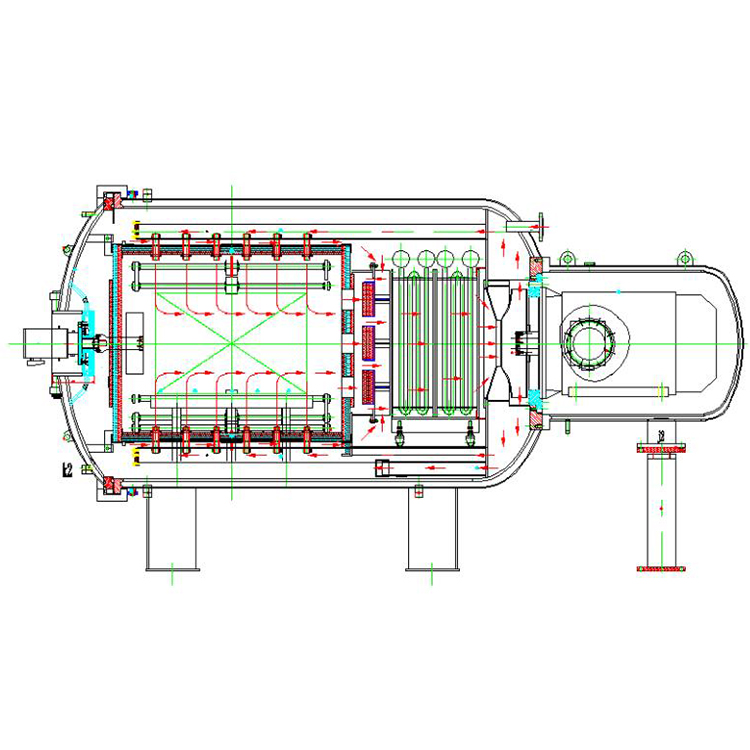
Vakuumska peč za gašenje s plinom Paijin je vakuumska peč, ki jo sestavljajo telo peči, grelna komora, ventilator za vroče mešanje, vakuumski sistem, sistem za polnjenje s plinom, vakuumski sistem za delni tlak, električni krmilni sistem, sistem za vodno hlajenje, sistem za gašenje s plinom, pnevmatski sistem, voziček za avtomatsko dovajanje v peč in sistem za napajanje.



Uporaba
Vakuumska plinska peč za kaljenje PaijinPrimeren je za kaljenje materialov, kot so jeklo za kalupe, hitrorezno jeklo, nerjaveče jeklo itd.; za raztapljanje materialov, kot so nerjaveče jeklo, titan in titanove zlitine; za žarjenje in popuščanje različnih magnetnih materialov; in se lahko uporablja za vakuumsko spajkanje in vakuumsko sintranje.

Značilnosti
1. Visoka hitrost hlajenja:Z uporabo visoko učinkovitega kvadratnega toplotnega izmenjevalnika se njegova hitrost hlajenja poveča za 80 %.
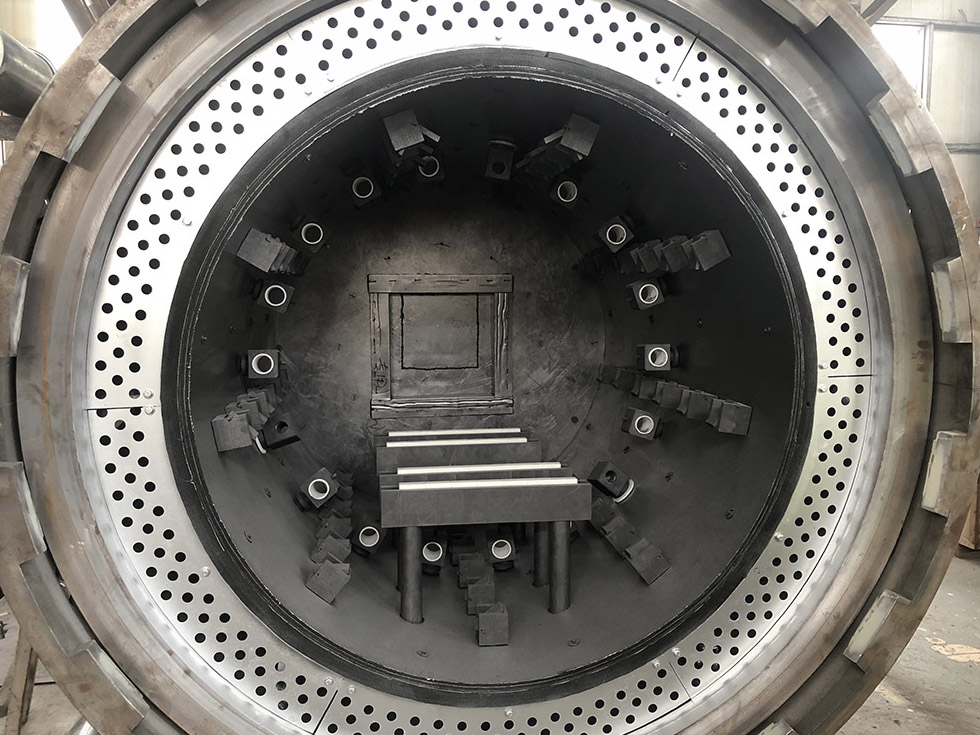
2. Dobra enakomernost hlajenja:Zračne šobe so enakomerno in zamikasto razporejene po vsej grelni komori.
3. Visoka varčnost z energijo:Njegove zračne šobe se med segrevanjem samodejno zaprejo, kar zmanjša stroške energije za 40 %.
4. Boljša enakomernost temperature:Grelni elementi so enakomerno razporejeni po vsej grelni komori.
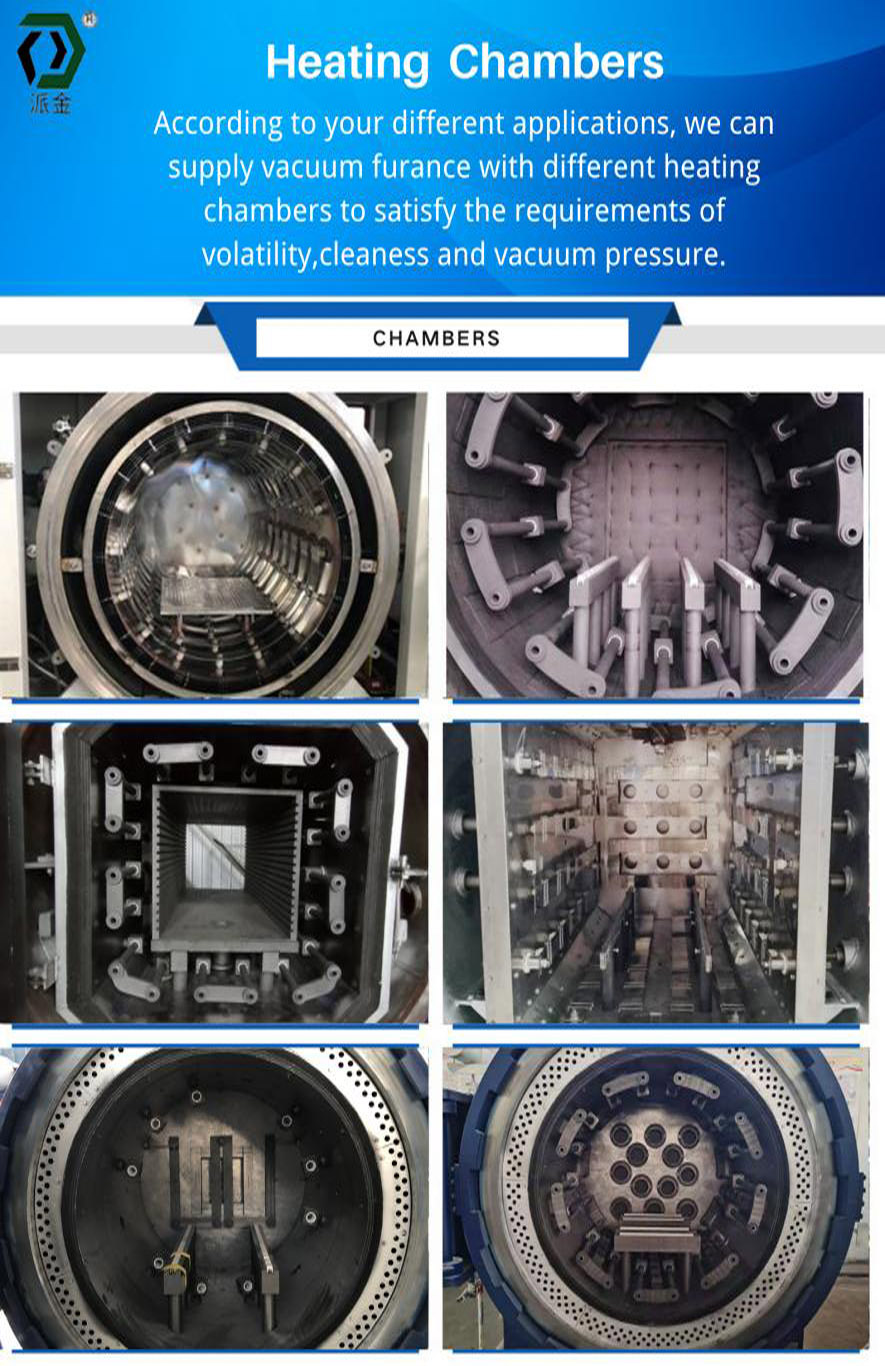
5. Primerno za različna procesna okolja:Izolacijski sloj grelne komore je izdelan iz kompozitne trde izolacijske plasti ali kovinskega izolacijskega zaslona, primernega za različna okolja.
6. Pametno in enostavno za programiranje procesov, stabilno in zanesljivo mehansko delovanje, samodejno, polavtomatsko ali ročno alarmiranje in prikazovanje napak.
7. Ventilator za gašenje s plinom s frekvenčnim pretvornikom, opcijsko konvekcijsko ogrevanje zraka, opcijsko 9-točkovno temperaturno merjenje, kaljenje z delnim tlakom in izotermno kaljenje.
8. S celotnim sistemom nadzora umetne inteligence in dodatnim ročnim operacijskim sistemom.
Standardna specifikacija in parametri modela
| Standardna specifikacija in parametri modela | |||||
| Model | PJ-Q557 | PJ-Q669 | PJ-Q7711 | PJ-Q8812 | PJ-Q9916 |
| Učinkovita vroča cona LWH (mm) | 500 * 500 * 700 | 600 * 600 * 900 | 700 * 700 * 1100 | 800 * 800 * 1200 | 900 * 900 * 1600 |
| Teža obremenitve (kg) | 300 | 500 | 800 | 1200 | 2000 |
| Najvišja temperatura (℃) | 1350 | ||||
| Natančnost nadzora temperature (℃) | ±1 | ||||
| Enakomernost temperature peči (℃) | ±5 | ||||
| Najvišja stopnja vakuuma (Pa) | 4,0 * E -1 | ||||
| Hitrost dviga tlaka (Pa/H) | ≤ 0,5 | ||||
| Tlak gašenja plina (bar) | 10 | ||||
| Struktura peči | Horizontalna, enokomorna | ||||
| Način odpiranja vrat peči | Vrsta tečaja | ||||
| Grelni elementi | Grafitni grelni elementi | ||||
| Ogrevalna komora | Sestava trdega in mehkega filca iz grafita | ||||
| Vrsta pretoka za gašenje plina | Navpični izmenični tok | ||||
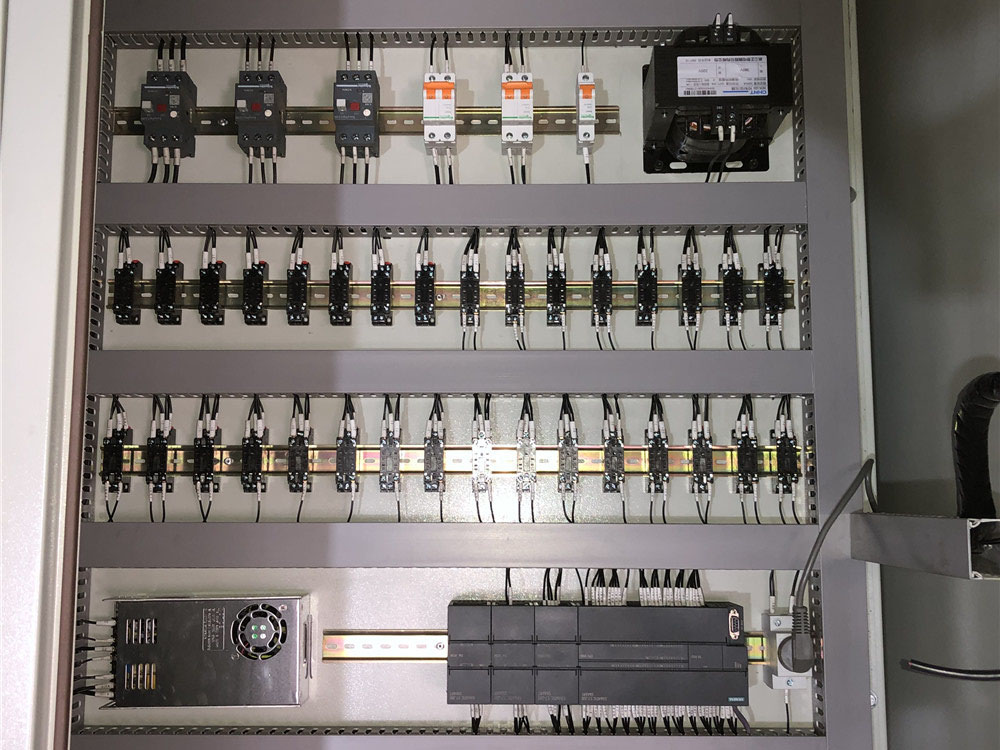
| PLC in električni elementi | Siemens | ||||
| Regulator temperature | EUROTHERM | ||||
| Vakuumska črpalka | Mehanska črpalka in Rootsova črpalka | ||||
| Prilagojeni neobvezni razponi | |||||
| Najvišja temperatura | 600–2800 ℃ | ||||
| Najvišja temperatura stopinje | 6,7 * E -3 Pa | ||||
| Tlak gašenja plina | 6–20 barov | ||||
| Struktura peči | Horizontalno, navpično, enojno ali večkomorno | ||||
| Način odpiranja vrat | Vrsta tečajev, vrsta dvigovanja, ploščata vrsta | ||||
| Grelni elementi | Grafitni grelni elementi, Mo grelni elementi | ||||
| Ogrevalna komora | Sestavljeni grafitni filc, v celoti kovinski odsevni zaslon | ||||
| Vrsta pretoka za gašenje plina | Vodoravni izmenični tok plina; Navpični izmenični tok plina | ||||
| Vakuumske črpalke | Mehanska črpalka in koreninska črpalka; Mehanske, koreninske in difuzijske črpalke | ||||
| PLC in električni elementi | Siemens; Omron; Mitsubishi; Siemens | ||||
| Regulator temperature | EUROTHERM;SHIMADEN | ||||
Nadzor kakovosti
Kakovost je duh izdelkov, ključna točka pri odločitvi za tovarno'prihodnost. Paijin jemlje kakovost kot najpomembnejše vprašanje pri našem vsakodnevnem delu. Da bi zagotovili dobro kakovost naših izdelkov, smo veliko pozornosti namenili trem vidikom.
1. Najpomembnejše: Človek. Človek je najpomembnejša točka pri vsakem delu. Za vsakega novega delavca imamo celovite tečaje usposabljanja in sistem ocenjevanja, ki vsakega delavca razvršča na raven (nižja, srednja, višja). Delavci različnih ravni so dodeljeni različnim delovnim mestom z različnimi plačami. V tem sistemu ocenjevanja je'Ne gre le za spretnosti, temveč tudi za stopnjo odgovornosti in stopnje napak, izvršilno moč itd. Na ta način so delavci v naši tovarni pripravljeni po svojih najboljših močeh opravljati svoje delo in strogo upoštevati pravila vodenja kakovosti.
2. Najboljši materiali in komponente: Kupujemo le najboljše materiale na trgu, saj vemo, da bi prihranek 1 dolarja pri materialu na koncu stal 1000 dolarjev. Ključni deli, kot so električne komponente in črpalke, so vsi izdelki blagovnih znamk, kot so Siemens, Omron, Eurotherm, Schneider itd. Za ostale dele, izdelane na Kitajskem, izberemo najboljšo tovarno v industriji in z njimi podpisamo pogodbo o garanciji kakovosti izdelkov, da zagotovimo, da je vsaka komponenta, ki jo uporabljamo v peči, najbolj kakovostna.
3. Strogo upravljanje kakovosti: V procesih izdelave peči imamo 8 kontrolnih točk kakovosti. Pregled na vsaki kontrolni točki izvajata 2 delavca, za to pa je odgovoren 1 vodja tovarne. Na teh kontrolnih točkah se materiali in komponente ter vsi vidiki peči dvakrat preverijo, da se zagotovi njihova kakovost. Preden peč zapusti tovarno, jo je treba še enkrat preveriti s poskusi toplotne obdelave.